- Você possui transportadores Erzinger em sua linha de pintura?
Then be sure to read this post we’ve dedicated to you, where we’ve listed some important points to increase the lifespan of your conveyor chain.
Conveyors work on painting lines to move the parts to be painted along the route, passing through all the processes, such as the surface pre-treatment of a spray, the paint application area inside a paint booth and the polymerization process carried out in an oven. For this reason, the conveyor chain is one of the components for which special care must be taken, following the recommended settings and correct procedures.

Lubrication: Conveyor chains receive a thermal load from the ovens, so lubrication with a high-temperature oil is essential to maintain the life of the chain. The quality of the oil is also fundamental to this, which is why you should always use the lubricants specified in your instruction manual.
The amount of lubricant must also be respected, as too much can lead to contamination of the hooked parts, and too little can cause the chain to wear out sharply. The amount of lubricant applied to a conveyor chain depends on a number of factors, such as working time, working temperature, operating speed and the environmental conditions to which the equipment is exposed.
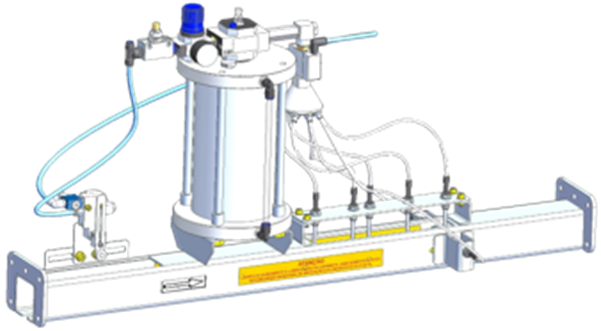
After the pneumatic lubricator there is an inspection window, through which you can see the points on the chain where the lubricant has been applied, by means of needles positioned on the conveyor profile, the lubricant is sprayed on the points of movement of the chain. It is a point that has to be validated; if the lubrication points are outside the indicated points, it must be adjusted.
Do not stop the conveyor chain inside the switched-on oven: When the oven is switched off, it is normal for the conveyor chain to continue moving, this will occur until the oven has reached a temperature of 80ºC (factory default).
This procedure prevents the lubricating oil from evaporating and the painted parts from being excessively exposed to heat. For this reason, it is recommended to stop the conveyor along with the oven only in emergencies, to avoid damaging the chain and reworking the painted parts.
Respect capacity and hooking: The chains of overhead conveyors have their pitch and capacity according to their models, and can have hooking points every 180 or 300 millimeters.
The load capacity for these chain models is 110 kg/m, with a maximum load per point of 90 kg. Based on this, the distribution of hooks and the capacity of the line can be sized in accordance with these parameters.

Washing: If you’re a regular reader of our blog, you may remember the post we did about The importance of chain washing. This procedure is extremely important for removing dirt impregnated in the chain, which could contaminate the hooked parts and hinder lubrication at the necessary points.It is recommended to carry out this type of cleaning every 6 months to a year.
This procedure can be carried out by Erzinger technicians with the help of specific cleaning equipment, such as a high-pressure washing machine that sprays a solution of degreaser and heated water, removing scale impregnated in the chain. It should be noted that this cleaning procedure does not remove polymerized or cured paint.

Do not reverse the direction of the conveyor: The conveyor has a reversing control, which should only be used in emergencies, maintenance or when parts get stuck along the way.
It is not recommended to activate this command in cases where parts pass through the line without being painted, or in cases other than those listed above. As the conveyors work with pneumatic stretchers to compensate for the sagging that the chain undergoes over time, when you activate this command If the direction is reversed, the chain can become tangled due to the pneumatic tensioners not being able to stretch the chain in this direction, which can rub against the conveyor profiles and cause damage to the equipment.
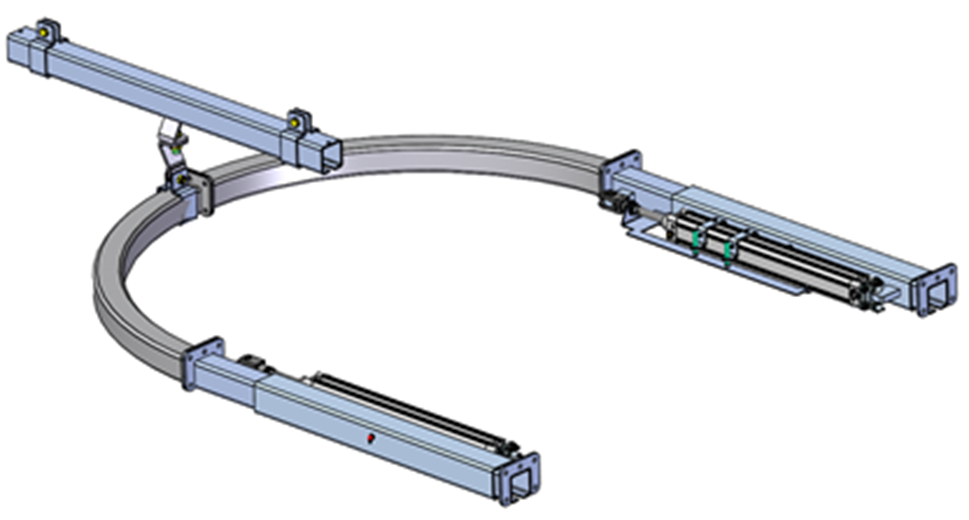
Keeping the components adjusted: The conveyor is made up of straight and curved profiles, ascents and descents, as well as components such as the puller, lubricator, pneumatic tensioner and others.
Each of these components plays its own role in the correct functioning of the equipment, and for this to happen, it is necessary to keep them adjusted at all times so that the whole works correctly. Examples include the following components:
- The Pneumatic Lubricator, which we mentioned earlier, must be up to date for lubrication to take place correctly.
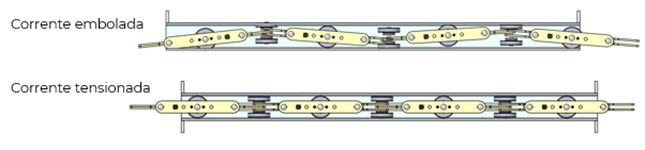
- Pneumatic tensioner that keeps the chain taut at all times, preventing slack along the way, with an adjustment pressure of 2 to 4 bar. This may vary depending on the size of the line and the number of curves, climbs and descents the conveyor has. Remember that the more the chain is tensioned, the more force it will be subjected to.
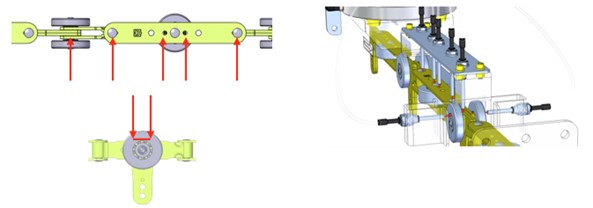
- The traction assembly responsible for transmitting (moving) the chain of the overhead conveyor along the route.
Write it down!
The main actions to increase and guarantee service life and their benefits:
- Proper lubrication: ensures that all moving parts are lubricated, thus reducing wear on these points and increasing service life.
- Chain washing: removes impregnated dirt such as dust, degraded lubricant, filings from chain wear and other types of dirt.
- Pneumatic stretcher pressure: remember that the adjustment pressure of this system can vary according to each layout, so be aware of your model!
- Respect the load of your carrier: Do not exceed the capacity that your carrier was designed for, and respect the weight distribution on your chain.
- Caution when stopping the conveyor chain inside the oven: wait for the oven temperature to reach a maximum of 80°C before stopping the conveyor chain, as temperatures above this can increase evaporation.
- Use the correct lubricant: The use of an approved high-temperature lubricant promotes a lower level of evaporation and also guarantees the chain with the manufacturer. Always check the lubricant recommendations in your instruction manual.



